In order for the deposition rate to be reproducible the following steps should be taken:
If the carbon rods are still in contact when the thin parts have been expended it will result in the machine becoming overheated more rapidly.
If the current through the carbon rods is too large they will become overheated faster. The thin point also risk breaking. A large current will also result in large particles shooting from the rods that might hit the sample.
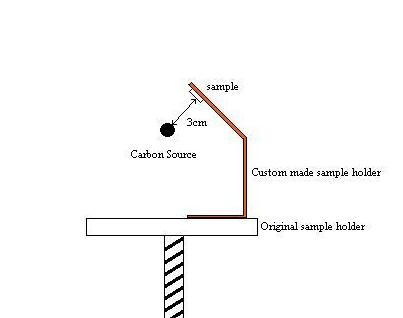
There is a "custom made" sample holder (made of Cu) that allows the sample to be placed above the carbon source instead of below thus lowering (but not eliminating) the risk of the sample being struck by large carbon particles.
One way of estimating the thickness of the carbon layer is by observing its colour. To do this it is best to place a "dummy sample" (an empty substrate or a piece of paper as recommended by the manufacturer) inside the chamber when depositing. By observing the colour of the dummy sample and comparing it with a sample with the desired thickness a fairly good result can be achieved.
When using the carbon coater we got the following results.
| Current | Distance | Pulse length | Deposition rate |
|
~50 A |
~2,5-3 cm |
1 s |
1,5-2 nm/s |
The diameter of the thin point was 1,1 mm and the sample was placed in the custom sample holder roughly 3 cm from the rod.
When using 3-second pulses our deposition rate is nonlinear and so far we have not gotten any reliable results.
It could also bee a good idea to try a slightly lower current since there are quite a lot of big particles flying around at 50 Amps and above when using longer pulses, lower current results in lower deposition rate but less particles. Lower than 40-45 amps results in no deposition at all.